
The Role of Preheat in Welding: Why It Matters More Than You Think
Whether you're welding heavy structural steel or precision components, preheating is often the unsung hero in the process. But why is it so critical? And how does it influence weld quality, particularly for high-strength or alloyed steels?
In this blog, we break down what preheating is, why it's important, how it's applied, and what standards and tools are available to help you get it right. You can also access a more detailed paper on this topic from SKC Technical Knoweldge here.
What Is Welding Preheat ?
At its core, preheating means warming up the base metal to a specific temperature before you start welding. It’s not just about heat—it’s about controlling how heat flows and how metals behave as they cool. This practice is especially important when working with thicker sections or alloyed steels, where skipping preheat can lead to serious problems like cracking or brittle welds.
Why Preheat ? The Big Three Reasons
1. Preventing Hydrogen-Induced Cracking (HIC)
One of the biggest threats in welding is hydrogen-induced cracking—a sneaky defect that shows up after the weld is done. Hydrogen can sneak in from moisture on the metal, greasy surfaces, or even flux coatings.
Preheat helps by:
Slowing the cooling rate, giving hydrogen time to escape,
Reducing thermal stresses in the weld zone,
Evaporating surface moisture, reducing hydrogen at the source.
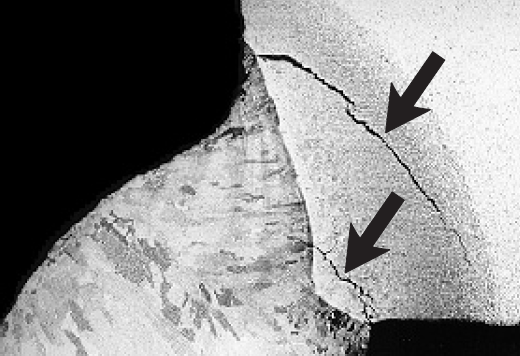
Hydrogen-induced crack in the HAZ (image source: C. W. Bureau, Welding for design engineers textbook)
2. Controlling Hardness in the HAZ
When steel gets hot, its internal structure changes. Without preheating, the weld cools too quickly and can form martensite, a hard but brittle phase prone to cracking.
Slower cooling = softer, more ductile microstructures = better weld quality.
Fun fact: Engineers often use Rosenthal’s equation to model heat flow and predict cooling rates. One key trick? Raising the starting temperature (thanks, preheat!) slows cooling and reduces hardness.
3. Reducing Residual Stresses
Think of welding like spot heating part of a cold plate—there’s bound to be uneven expansion and contraction. That’s how residual stresses develop. Preheating helps even things out, reducing the thermal shock and the risk of cracks later on.
Preheat vs. Interpass Temperature: What’s the Difference ?
Preheat Temperature: The minimum temperature applied before welding.
Interpass Temperature: The temperature just before starting a new weld pass in multipass welding.
Both are essential for quality control and preventing defects.
How Much Preheat Do You Need ?
That’s where carbon equivalent (CE) comes in—it helps you estimate a steel's hardenability and cracking risk.
Here’s a handy rule of thumb using the IIW formula:
CEIIW=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15
Interpretation:
CE < 0.40% → Preheat usually not needed
CE = 0.40–0.60% → Moderate preheat (50–150°C)
CE > 0.60% → High preheat (≥150°C) is strongly recommended
How to Apply and Measure Preheat ?
You should heat at least 75 mm (3 inches) in all directions from the weld joint. Minimum preheat and interpass temperature should be measured away from the weld joint (at least 75 mm) and for thicker sections (> 1.5”) on the opposite side of the plate from where the heat is being applied. The maximum interpass temperature is measured during welding or imeidately once the arc is extinguished. It should be measured close to the weld joint in the area that will become the Heat Affected Zone in the base metal.
Tools commonly used for measurement:
Infrared thermometers,
Thermocouples,
Tempilstik crayons (simple and effective!).
Common Preheat Methods

The 3 common methods of applying Preheat.
1. Open Flame Torch
Uses propane or oxy-fuel torches to heat the metal. Best for thin materials (<1.5 in). Quick and simple, but cools down fast.
2. Ceramic Pads
Also called resistance heating—coils embedded in ceramic pads conduct heat directly to the metal. Great for control, but setup can be slow and requires thermocouples.
3. Induction Heating
Wrap a conductive coil around the workpiece, run current through it, and boom—heat by magnetic induction. Excellent for precision work, but pricey for large jobs.
Interpass Temperature Control
Between weld passes, it’s okay if the weld cools below interpass range—but it must be brought back up before the next pass.
Why? Because the critical t8/5 period (the cooling time from 800°C to 500°C) influences the microstructure, and thermal conditions matter big time.
Watch That Max Interpass Temperature !
Too hot isn’t good either. Exceeding the max interpass temp can lead to:
Coarse-grained HAZ,
Loss of strength or toughness,
Excessive softening.
Tip: Use two Tempilstik crayons—one for min temp (should melt), and one for max temp (should not melt). The min temperature can be marked 75 mm away from the weld, and the max temperature is marked close to the weld joint.
Standards to Follow
AWS D1.1 – Great for preheat/interpass tables for carbon steels.
CSA W59 – Offers tables and also provides methods for measurement and application.
SKC’s Free Preheat Calculators
Skip the guesswork and check out these tools from SKC Engineering:
Final Thoughts
Preheating is more than just heating metal—it's about controlling the weld environment to ensure safety, strength, and performance. Understanding the why behind preheat, and applying best practices, can make or break your weld quality—especially in demanding or regulated industries.
If you're welding anything more complex than mild steel under ideal conditions, don’t skip preheat. Your welds (and your inspectors) will thank you.